关键词 |
沁县广东银焊条,下陆区广东银焊条,区广东银焊条,信宜市广东银焊条 |
面向地区 |
全国 |
取及搬运焊条时小心不要弄破包装,特别是内包装“热收缩膜”。打开银焊条包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防氧化时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。
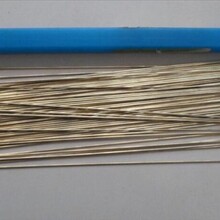
主要产品: 45%银焊条多少钱一公斤-45银焊条价格
堆焊焊条:D102 D106 D107 D112 D212 D256 D307 D337 D507Mo D547Mo D707 D802 D812 D842
不锈钢焊条:A102 A107 A132 A202 A137 A212 A302 A307 A312 A402 A407 A502 A507 A607 A707 A802
铸铁焊条:Z100 Z116 Z117 Z122Fe Z208 Z238 Z248 Z258 Z268 Z308 Z408 Z438 Z508
铸铁焊条:Z100 Z116 Z117 Z122Fe Z208 Z238 Z248 Z258 Z268 Z308 Z408 Z438 Z508
45%银焊条多少钱一公斤-45银焊条价格镍基焊条:Ni102Ni112Ni202Ni207Ni307Ni307ANi307BNi317Ni327Ni337Ni347Ni357HT-103HT-105
银焊条:2%5%15%18%20%25%30%35%45%56%72%等,公司也可根据客户要求进行生产。
45%银焊条多少钱一公斤-45银焊条价格
焊条的选用须在确保焊接结构安全、可行使用的前提下,根据被焊材料的化学成分、力学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊接施工条件和技术经济效益等综合考查后,有针对性地选用焊条,必要时还需进行焊接性试验。
45%银焊条多少钱一公斤-45银焊条价格
强度级别不同的碳钢+低合金钢(或低合金钢+低合金高强钢) 一般要求焊缝金属或接头的强度不低于两种被焊金属的低强度,选用的焊条熔敷金属的强度应能焊缝及接头的强度不低于强度较低铡母材的强度,同时焊缝金属的塑性和冲击韧性应不低于强度较高而塑性较差铡母材的性能。因此,可按两者之中强度级别较低的钢材选用焊条。但是,为了防止焊接裂纹,应按强度级别较高、焊接性较差的钢种确定焊接工艺,包括焊接规范、预热温度及焊后热处理等。 45%银焊条多少钱一公斤-45银焊条价格
常熟市斯米克HL325 Ag45银焊条多少钱一公斤HAG-45BSn,含银45,等同于美标AWS BAg-36,是银、铜、锌、锡合金,性能同45B但熔化温度比45B低。熔点645-680摄氏度。
HAG-50B,含银50,等同于美标AWS BAg-6、国标BAg50CuZn及L304,是银、铜、锌合金,适用于电子、食品机械及承受振动载荷场合下材料的焊接,熔点690-775摄氏度。
HAG-50BNi,含银50,等同于美标AWS BAg-24、是银、铜、锌、镍合金,无镉,适用于不锈钢钎焊,提高抗缝隙腐蚀能力。熔点660-707摄氏度。
HAG-56BSn,含银56,等同于美标AWS BAg-7、国标BAg56CuZnSn及L321是银、铜、锌、锡合金,具有熔点低、抗电蚀、渗透性和韧性优良的优点,适用于不锈钢钎焊。熔点618-652摄氏度。
铬13不锈钢焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条(A107、A207)。 3、铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬13不锈钢好一些。采用同类型的铬不锈钢焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条(A107、A207)。 4、铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造。 5、铬镍不锈钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。 6、铬镍不锈钢药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。直径4.0及以下可用于全位置焊件,5.0及以上用于平焊及平角焊。
BAg72Cu(HL308) 主要化学成分:Ag:72±1,Cu:余量性能:钎焊温度为825-925,导电性好,不容易挥发应用:适用于电子管及真空器件,钎焊钼,镍及铜等可阀元件
BAg70CuZn(HL307) 主要化学成分:Ag:70±1,Cu:26±1,Zn:余量性能:钎焊温度为755-855,导电性好,塑性好,强度高应用:适用于铜,黄铜的钎焊
全国广东银焊条热销信息
站内来访